





International leading supplier of
packaging solution

 vivi
vivi  2023-07-29
2023-07-29
This document applies to the quality inspection of various Rigid boxes (including flower boxes and medium boxes) packaging materials.
A-Side: The surface that is directly visible during normal use.
B-Side: The surface that requires tilting the line of sight by 45 to 90 degrees to be seen during normal use.
C-Side: The surface that is not visible during normal use.
Critical Defect: Violates relevant laws and regulations or poses a risk of harm to human health during production, transportation, sales, or use.
Major Defect: Relates to structural quality affecting the functional safety, directly impacting product sales or causing the sold product to not meet expected results, and causing discomfort to consumers during use.
Minor Defect: Relates to appearance quality but does not affect product structure or functional experience significantly, causing discomfort to consumers during use.
No ink spots, white spots, black spots, loose powder, or dirt shall be allowed:
①. S≤0.02 mm² shall not be considered as defects.
②. 20x20mm area, a maximum of one appearance defect is acceptable.
③. B-level surface: Up to 2 appearance defects are allowed.
④. A-level surface: Different-colored spots with an area of S≤0.3mm², and N≤2 spots are allowed. Same-colored spots with an area of S≤0.7mm², and N≤2 spots are allowed.
⑤. B-level surface: Different-colored spots with an area of S≤0.7mm², and N≤2 spots are allowed. Same-colored spots with an area of S≤1.0mm² and N≤2 spots are allowed.
⑥. C-level surface: Up to 5 appearance defects are allowed, with color spots of S≤3mm² and N≤1 spot.
Scratches and Scuffs:
A and B-level surfaces are allowed a maximum of 2 appearance defects.
①. A-level surface: Different-colored streaks are not allowed. Same-colored spots L ≤20mm, W ≤0.05mm, N≤1.
②. B-level surface: Different-colored streaks are not allowed. Same-colored spots L ≤30mm, W ≤0.1mm, N≤2.
③. Scuffs and scratches on C-level surfaces are acceptable and not considered appearance defects.
Floral Sticking, Adhesive Tape Sticking, Indented Adhesive Tape:
Within the 20x20mm area, a maximum of one appearance defect is allowed.
A-level surface: S ≤ 0.7mm2, N≤ 2.
B-level surface: S ≤ 1.0mm2, N≤ 2.
Needle Position:
Left/Right ≤ 0.5mm, Up/Down ≤ 0.5mm, Front/Back ≤ 1mm.
Water Dry, Water Large:
A - Main Areas: Not allowed.
B - Secondary Areas: 1 spot allowed if S < 2.0mm2.
Scratches:
Scratches with a diameter < 10mm are considered as one appearance defect, with N ≤ 2; Exposed base color is not allowed.
Black Smears:
Water Smears: It is not obvious and acceptable to look at within 30cm.
Double Image, Ghost Image:
A - Main Areas: Not allowed.
B - Secondary Areas: It is not obvious and acceptable to look at within 30cm.
Water/Oil Stains:
The luminance requirement is above 60°, and the application must be even.
Missing Printing Dots:
There should be no other obvious different colored dots on the surface of the packaging boxes.
①. On the surface of the packaging box and the lamp body pattern, there should be no obvious different colored dots.
②. If missing printing dots on the surface of the packaging box are not visually obvious at 30cm, it is acceptable; if they are visually obvious at 30cm, they are not acceptable.
③. If missing printing dots on the lamp body pattern are not visually obvious at 30cm and do not significantly affect the overall color, they are acceptable; if they affect the overall color, they are not acceptable.
④. If missing printing dots are at the corners of the packaging box and do not significantly affect the overall effect, they are acceptable.
Exposed Pits:
There should be no obvious exposed pits on the surface of the packaging box.
①. There should be no obvious exposed pits on the surface of the box packaging.
②. If exposed pits on the surface of the packaging box are not visually obvious at 50cm and do not feel uneven when touched, they are acceptable.
③. If exposed pits on the surface of the packaging box are visually obvious at 50cm and feel uneven when touched, they are not acceptable.
White Spots:
There should be no obvious white (gray) spots on the surface of the packaging box.
①. There should be no obvious white (gray) spots on the surface of the packaging box.
②.For white spots with a diameter ≤1mm, there should be no more than 3 spots in a 10cm² area, and the distance between the spots and the 10cm mark should be observed.
③. For white spots with a diameter ≤2mm, there should be no more than 2 spots in a 10cm² area, and the distance between the spots and the 10cm mark should be observed.
④. For white spots with a diameter ≤3mm, there should be no more than 1 spot in a 10cm² area, and the distance between the spots and the 10cm mark should be observed.
⑤.White spots with a diameter >3mm are not acceptable.
Content:
Consistency with the approved sample product is required, and no deviations are allowed.
Missing Characters, Broken Characters:
A-level Surface: Not allowed.
B-level and C-level Surfaces: Missing characters or broken characters should not exceed one-third of the entire character, and the font strokes should be correctly recognizable.
Poor Coloring:
A-level Main Areas: Not allowed.
B-level Secondary Areas: Coloring issues should not be visually obvious from a distance of 30cm and are considered acceptable.
Hot Stamping, Embossing, Debossing:
No peeling (gold/silver), dirt, paste marks, or paper bursting should be present.
If registration marks are not required, a deviation of up to 1.5mm is allowed.
If registration marks are required, a deviation of up to 0.5mm is allowed.

Silver Stamping Logo effect
Luminosity:
Glossy UV (Water-based and Oil-based): Greater than 60°.
Ordinary UV: Greater than 60°.
Semi-matte UV: Between 45° and 55°.
Matte UV: Between 15° and 25°.
Special UV and Over-Gloss UV: Greater than 70°.
Over-Gloss UV:
Transparent adhesive paper is applied to the surface of the UV-printed material and peeled off at a 45° angle without UV detachment.
Screen Printing:
Screen printed UV, localized UV, with misalignment less than 0.5mm.
Color Difference:
The color of the packaging box should meet the design requirements or not exceed the color sample range.
①.Under 40W daylight or natural light, with naked eye visual acuity above 1.0, observe the packaging box from a 45°angle at a distance of 50cm. There should be no significant difference.
②.The customer's logo or proprietary color, or iconic color, must match the design requirements.
③.The color or pattern of the product should match the design requirements.
④.Deviations from the design requirements or excessively large color differences are not acceptable.
⑤.The color difference with the reference sample: Special color density value is allowed ±5%. Four-color density value is allowed ±3%.
Printing Blur:
The patterns and text on the packaging box should not be blurry.
①. The patterns and text on the product packaging are clear.
②.Patterns and text on the packaging box are slightly blurry but can be discerned clearly at a distance of 40cm.
③. Patterns and text on the packaging box are blurry and cannot be discerned clearly at a distance of 40cm.
Misregistration:
The patterns and colored text on the packaging box should not have obvious misregistration.
①.The patterns and colored text on the packaging box should not have obvious misregistration.
②.Misregistration in patterns or colors leading to ghosting should have a deviation not exceeding 0.5mm, and the patterns should be non-blurry when observed at 30cm.
③.Misregistration in patterns or colors leading to ghosting should have a deviation exceeding 0.5mm, and the patterns will appear blurry when observed at 30cm.
④.Misregistration in colored text leading to ghosting should have a deviation not exceeding 0.3mm, and the text should be non-blurry when observed at 30cm.
⑤.Misregistration in colored text leading to ghosting should have a deviation exceeding 0.3mm, and the text will appear blurry when observed at 30cm.
⑥.For customer logos or proprietary colors, there should be no misregistration.
The surface of the packaging box should be free from non-removable dirt or other contaminants.
①.The surface of the packaging box should be free from non-removable dirt or other contaminants.
②.If the area of non-removable dirt on the packaging box surface is greater than or equal to 5 m㎡, it is not acceptable.
③.Residues of unidentifiable dirt, liquids, blood, etc., on the surface of the packaging box with magnetic tape are not acceptable.
④.If the area of removable dirt residue on the surface is between 5 m㎡and 10 m㎡, or between 10 m㎡ and 20 m㎡, it is acceptable.
The material should be by customer requirements and approved samples.
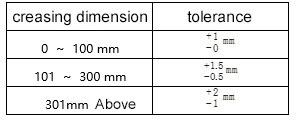
Crease Size: Follow the dimensions specified in the controlled drawing (crease size).
Assembly Size: Comply with the requirements of the engineering drawing and conduct product assembly testing.
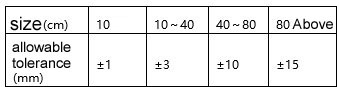
Dimensional deviation ≥ 3mm.
Adhesive overlap and tongue width should be 15-30mm, with a deviation not exceeding 5mm.
①.The box size meets the design requirements.
②.The box size does not meet the design requirements:
Larger, can be packaged, but cannot meet the overall packaging.
Larger, can be packaged, and can meet the overall packaging.
Smaller, cannot be packaged.
Smaller, can be packaged, but fits tightly, and the box is not damaged.
Smaller, can be packaged, but fits tightly, and the box is damaged.
③.The dimensions of the box opening and locking position must meet the design and strength requirements.
The dimensions of the box opening and locking position do not meet the design and strength requirements.
The locking position at the opening is smaller but can meet the packaging size.
The locking position at the opening is smaller and cannot meet the packaging size.
After the box is laminated, the printed surface must be firmly bonded to the corrugated paper, and there should be no separation.
①. After lamination, the printed surface is firmly bonded to the corrugated surface without any separation.
②.The maximum area of layering after lamination should not exceed 10cm².
The corrugation direction of the box must meet the design requirements.
①.The corrugation direction of the box does not match the design requirements.
②. The corrugation direction of the box matches the design requirements but is parallel to the grain direction of the surface paper.
The opening direction of the box must meet the design requirements.
①. The opening direction matches the drawing.
②. The opening direction does not match the drawing but can be used with the customer's consent.
After the boxes is glued, there should be no debonding.
①. The box is firmly glued, and there is no debonding during normal packaging.
②. During the drop test, the glued seam is firm and does not debond.
Debubbling is acceptable if the edge is not larger than 2mm.
Die shape: Consistent with the standard sample.
Corrugation: The corrugation texture direction should not be incorrect (refer to the drawing indication).
Blown corner and blown line: Edge area S≤1mm2, the box body is not acceptable.
Burrs: The length of burrs should be less than 30mm, considered as one appearance defect, and at most, 3 such defects are acceptable. Color-worn burrs are not acceptable.
Blown color: Not visibly apparent at a distance of 30cm from the tested object.
Die cutting misalignment: Misalignment distance not greater than 1mm and not visibly apparent.
Creasing: The knife should cut through, the line should be firm, and after folding, it should form a straight line.
Forming: After forming the box, insert the box tongue 5 times, and breakage S≤2mm2.
A-grade surface: Not allowed.
B-grade surface: S≤0.5mm2, D≥100mm, N≤2 acceptable.
C-grade surface: S≤0.7mm2, D≥100mm, N≤3 acceptable.
After forming the box, no visible angles are allowed. Other angles L≤10mm.
A-grade surface: L≤2mm, N≤1 acceptable.
B-grade surface: L≤5mm, D≥100mm, N≤2 acceptable.
C-grade surface: L≤10mm, D≥100mm, N≤2 acceptable.
Glue Strength: When tearing open the glued part, if the torn paper fiber area accounts for over 70% of the total glued area, it is acceptable.
Exceeding or Missing Glue Lines: L≤2mm and should not affect the box's integrity. Glue Overflow: Not allowed.
Glue Residue: Not allowed.
Bottom Closure: Exposed area with S≤4mm2 or damage caused by closing the bottom with L≤1mm is acceptable. If the bottom automatically opens after being closed, it will be rejected.
Alcohol Test: No exposed material/change in color allowed.
Barcode Scanning: Should scan properly.
Bending Resistance: No cracking or damage allowed.
Moisture Resistance: For surfaces that require moisture resistance coating, it must be applied evenly, and no wet spots should appear after sprinkling with water.
The inspection of appearance, shape, and material is primarily conducted through visual observation. The examination should take place under natural light or 40W incandescent light, with the product placed approximately 30-40cm away. Using normal eyesight, observe the product surface for defects for 3-5 seconds (excluding text verification in printing).
Prepare a 500g weight covered with 2-4 layers of white cloth. Dampen the white cotton cloth with 95% concentration ethanol, ensuring it is not dripping. Place the weight perpendicular to the printed surface and move it back and forth in the same position, covering a distance of approximately 30mm, for a total of 50 strokes. The product must not show any signs of substrate exposure or discoloration.
Use a barcode scanner for inspection, ensuring that the computer reading matches the barcode data.
Fold the product packaging along the crease line for 180 degrees, back and forth 5 times, and there should be no cracking or damage.
① Use calipers to measure the thickness, taking three measurements from different positions and calculating the average.
② Use a bursting strength tester to measure the bursting strength. Take 2 samples from the front and back of each carton, and stick them with adhesive film for testing. Calculate the arithmetic mean of the measured values as the bursting strength value, using three significant figures. Please note that humidity, testing machine errors, and operating methods may affect the test results, so the values are for reference only.
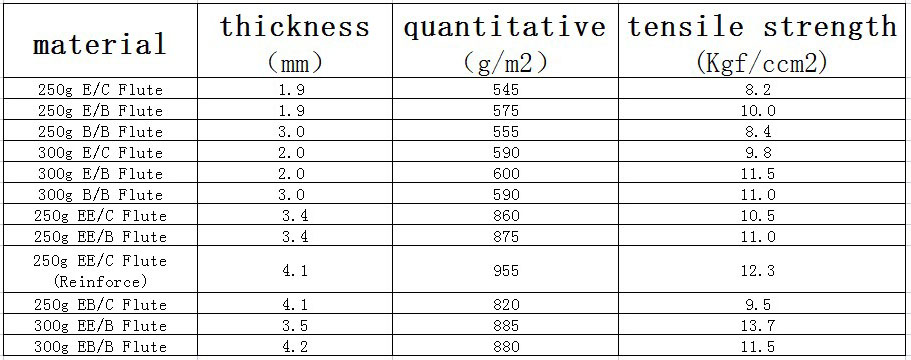
For three-layer cartons: For example, "250g E-flute C-grade paper" means that the surface paper has a weight of 250g/m² and is made of E-flute corrugated paper. The C-grade paper represents the inner paper C-grade paper.
For five-layer cartons: For example, "300g double B-flute B-grade paper" means that the surface paper has a weight of 300g/m², and there are two layers of B-flute corrugated paper. The B-grade paper represents the inner paper B-grade paper. The weight of B-flute and E-flute paper per square meter (unfolded area) is 115g. The weight of B-grade inner paper is 126g/m², and C-grade inner paper is 115g/m².
Take approximately 50g samples from different parts of the carton (accurate to 0.001g), tear them into small pieces, and place them in a weighing bottle or aluminum box with a known weight. Dry them in an oven at 100-105°C until a constant weight is achieved. Calculate the moisture content using the formula: X = (m1 - m2) / m1 * 100%. Where X represents the moisture content, m1 is the initial weight before drying, and m2 is the weight after drying. Use 4 points from different parts of each carton, take 5 cartons, and calculate the average value for a quick moisture content determination. The moisture content should be ≤8%.
The cardboard boxes should be labeled with product name, capacity, manufacturer's name, production date, quantity, inspector's code, and other relevant information. Additionally, the packaging cartons must be clean and free from damage, and they should be lined with plastic protective bags. The boxes should be sealed with tape in a "工" shape (Chinese character) pattern. Before leaving the factory, the products must be accompanied by an inspection report.

工 shape (Chinese character)
24-hour service hotline
Tel: +86 755-2752 8440
Add: 409, Building A, Guanghong Center, No. 163, Pingxin North Road, Hehua Community Pinghu Street, Longgang District, Shenzhen, Guangdong, China, 518111













